
我们为您呈现了一部精彩绝伦的镀锌管防尘网一手货源源头产品视频,让您感受产品的独特之处。
以下是:镀锌管防尘网一手货源源头的图文介绍

华尔网镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 华尔网Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。


苏沪金属制品有限公司始终秉承“用户就是上帝”和“满足 贵州安顺09CrCuSb工字钢用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 贵州安顺09CrCuSb工字钢产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。




华尔网热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


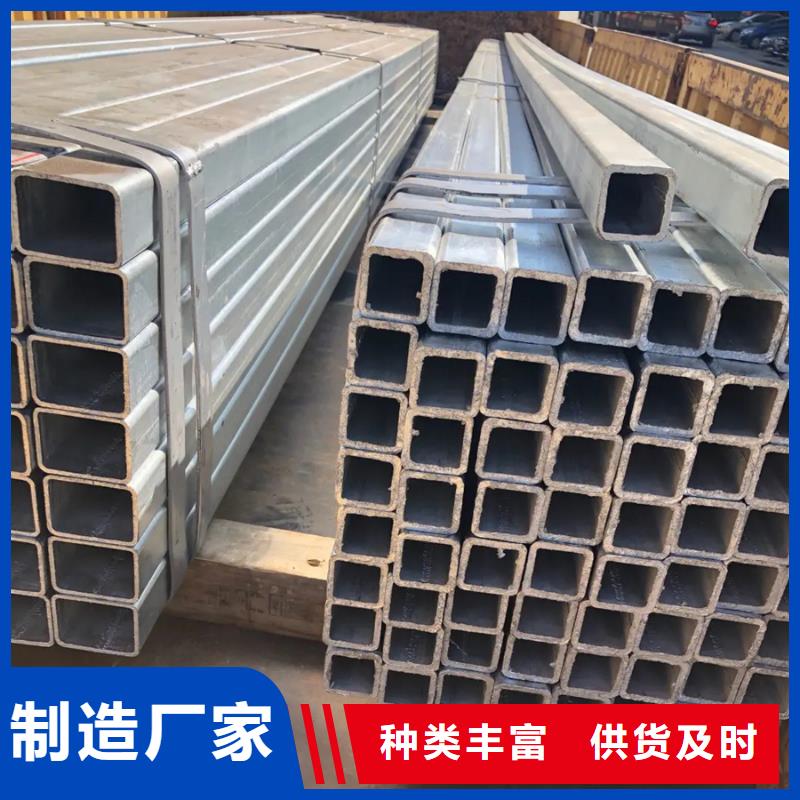
今年淡季没有提前透支需求,华尔网镀锌管市场对旺季钢材需求逆转仍有一定预期。 由于现货钢材市场疲软,经济复苏受阻; 期货市场尾盘十天以来,钢铁产业链品种不断跌破,屡创新低; 挂牌以来,铁矿石主力合约大跌近600点,导致现货市场商家信心大幅下滑,套现止损操作加速。 而主流观点认为,市场短期内不具备反弹的条件,且弱势震荡下行是大概率事件,因此现货市场仍有较大波动。 受原材料影响。 热相比普通的无缝管具有很多的优势,今天华尔网镀锌方管厂就来为您详细介绍一下。热主要用于水、气等一般低压流体的钢管。 在正常工作环境下,镀锌层厚度70μm以上的热镀锌方管可安全使用50年。 区别在于热镀锌方管是直缝焊管,而镀锌方管是无缝管。 热镀锌方管和热镀锌方管必须是无缝热镀锌方管。 其强度高于普通热镀锌方管。 普通热镀锌方管一般为直缝焊管。 无缝管镀锌是应客户要求进行的,市场上没有现货。 这主要取决于你的使用。 如果不便宜,当然可以使用无缝热镀锌方管。


